
Abstract
The paper describes an experimental investigation conducted on Magneto-Rheological Elastomers (MRE); these materials, consisting of an elastomeric matrix containing ferromagnetic particles, are considered smart material as it is possible to control their mechanical properties by means of an applied magnetic field.
The first part of the experimental activity consisted in preparing the equipment to form samples. The sample were tested by means of experimental set-up, developed to carry on some load tests. In particular, the samples were subjected to constant compression loads and to a periodic shear load. The set-up is equipped with a coil, with which it is possible to vary the intensity of the magnetic field crossing the sample under test, to evaluate its effect on the characteristics of the material with reference to stiffness and damping.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Magnetorheological elastomers (MRE) have the characteristic of change their stiffness and damping by means of an applied magnetic field. This characteristic allows the development of controllable devices to be adopt for vibration isolation problems [1, 2].
Passive vibration isolators shift the system natural frequency far enough away from the range of the forcing frequencies to avoid resonance phenomena [3]. These types of isolators perform their task in efficient way in case of machines operating in steady-state conditions. If the forcing frequencies are not known a priori, or the resonance conditions are frequently crossed, the possibility of changing, in real time, the isolators characteristics, may be important.
MRE are compounds constituted by an elastomeric matrix containing magnetizable particles. During the curing phase the compound is subjected to the action of a magnetic field to rearrange and to orient the ferromagnetic particles along the field strength lines. The material characteristics and, in particular, the stiffness variation with the intensity of the magnetic field, depend on the particles dimensions and on their rearrangement in the matrix.
The adoption of MRE isolators [4, 5] may become particularly interesting as they combine the reliability of passive devices with the ability of the active ones in adapting their action to the actual machine and environment conditions. Then, real-time computing the supplied current to the magnetization coil, for instance leveraging predictive control algorithms, the structure acceleration to isolate is reduced [6, 7]. To adopt an MRE pad for semi-active vibration isolators, some samples were prepared and tested. The paper presents the results of an experimental investigation conducted on samples constituted by a silicone elastomer matrix and carbonyl iron particles.
2 MRE Sample Preparation
Conventional matrices of MR elastomers are usually made of natural rubber or silicone rubber and are adjusted according to need [9,10,11]. To prepare the samples a silicon elastomeric matrix (Prochima GLS-10) was adopted, characterized by a hardness of 10 Shore-A. It was mixed with 4–6 μm carbonyl iron particles, with 25% volume percentage.
The samples were formed in a mold (Fig. 1) constituted by a plastic ring (RS) in which is cured the MRE liquid mixture; two plastic diaphragms (DP) separate the mixture from two neodymium permanent magnets, contained in plastic rings (RM) and characterized by a maximum energy product of 263–287 kJ/m3. The permanent magnets generate a magnetic field that crosses the sample and orients the ferromagnetic particles, aligning them along the magnetic force lines, during the curing phase; the magnetic field intensity, measured by means of a gaussmeter (Brockhous BMG101), was equal to 190 mT.

(a) Mold elements; (b) pouring phase; (c) polymerization phase
The mold containing the mixture was previously placed in a vacuum chamber as it is necessary to remove air bubbles from the mixture. The vacuum chamber is constituted by a steel pipe, closed at the ends with two plates; in the contact zone between pipe and plates, there is an O-ring to ensure the air-tightness [8]. When the vacuum pump starts to suck air, the plates are squeezed on the pipe and therefore no devices are required to connect plates and pipe.
To prevent the bonding between the MRE sample and the internal mold surface and to easily extract the formed sample from the mold, a release agent is used. The liquid mixture, poured into the mold, was cured at constant ambient temperature for about 24 h.
The prepared samples have the following characteristics: diameter, 50 mm; thickness, 6.90 mm; rubber density, 1.08 g/ml; sample density, 2.59 g/ml.
3 MRE Characterization Tests
To characterize the material properties in absence and in presence of a magnetic field two kinds of tests were performed:
-
(a)
axial tests; the cylindrical samples were subjected to a compression test to characterize their stiffness in case of not-activated and activated material. The tests were repeated for several values of the magnetic field, obtained by adjusting the supply current intensity of a coil. Finally, compressing the sample between two rigid plates and keeping constant their distance, the axial load was detected for different values of the magnetic field intensity;
-
(b)
shear tests; the samples were tested under constant compression load and variable (harmonic) shear load. The tests were performed for different frequencies of the shear load and for different values of the magnetic intensity field.
3.1 Axial Characterization
The axial characterization was performed by assigning a continuously increasing compression deformation to the not-activated MRE sample at the rate of 0.01 mm/s and detecting the axial force; the test was repeated in case of activated material, feeding the coil with an intensity current of 2A; the correspondent Force-Displacement diagrams, reported in Fig. 2. show an evident stiffening of the sample when the material is activated, more pronounced for low values compression deformation.

Axial Force-Displacement test for: (a) I = 0 A; I = 2 A
Another test was conducted by compressing the not activated sample between two plates and keeping constant their distance. Then, the axial force was measured for increasing values of the current intensity feeding the coil. Figure 3, reporting the axial force versus the current intensity, shows that the force increases, with an almost linear trend, if the intensity current increases from zero up to 6A, with a maximum increment of 63%. Above 6 A intensity current, the axial load remains constant (saturation). Figure 4 shows that, the axial force variation due to the intensity current variation between 0A - 6 A, occurs in a very short time allowing a rapid and reversible control.

Axial force load vs coil current intensity

Axial force increment due to the intensity current change (0–6 A)
The magnetic field crossing the sample was measured by placing the gaussmeter probe between the sample and the plate; Fig. 5 reports the relationship between the magnetic field H crossing the sample and the coil current intensity I. The curve was detected until the intensity current value of 7A although no stiffness variation occurs over 6A.

Magnetic field intensity vs current intensity
3.2 Shear Characterization
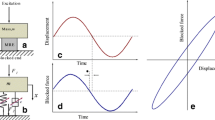
To characterize the MRE material shear properties, the samples were tested under constant compression load and a variable shear excitation. The tests were conducted by placing two equal cylindrical samples (diameter, 50 mm; thickness, 3 mm) on the opposite sides of a plastic platelet (Figs. 6 and 7). The platelet, connected to an electro-dynamic shaker by means of a rod, provides a shear harmonic load to the samples. The samples were axially deformed by adjusting the distance between the two contact surfaces constituted by the magnetic core of a coil and a plate whose position may be adjusted to assign a desired axial sample deformation. The corresponding axial load ensures that the elements do not slip under the transverse load transmitted by the shaker.

Experimental setup scheme

Sample under test
The test rig was equipped with an electromagnetic shaker (Bruel & Kjaer, mod. 4808), a coil able to generate 800 mT magnetic field intensity, a load cell to measure the force exerted by the shaker (Dytran 6210S), a LVDT displacement sensor to measure the displacement of the shaker vibrating table (Inelta IGDL-5-k2455), a force sensor resistor (FSR), placed between the specimen and the coil core, to measure the axial load.
To highlight the influence of the forcing frequency and of the magnetic field intensity on stiffness and damping properties of the MRE samples, several Force-Displacement diagrams were obtained for different operating condition. Figure 8 report the test results, performed at the forcing frequency of 2 Hz and 4 Hz and for three different values of the coil current intensity (0A, 2A, 6A).

Shear tests: (a) f = 2 Hz; (b) f = 4 Hz
The tests were performed assigning, to the not activated material, an initial preload of 20 N.
For each loop, the shear stiffness was estimated as the ratio between the maximum force and the maximum displacement while the damping was evaluated through the cycle area by mean of the expression: σ = A/(πωX2), being: A, the cycle area; ω, the forcing circular frequency; X, the motion amplitude.
The results of all the tests are summarized in the following diagrams. Figure 9 shows that stiffness increases with the excitation frequency and with the intensity of the magnetic field. Furthermore, damping decreases with the excitation frequency (Fig. 10) and increases as the coil current intensity increases.

Stiffness vs frequency

Damping vs frequency
The diagrams show that the adopted MRE material allow to control shear stiffness and damping at low frequencies while, at higher frequencies, it is possible to control, in effective way, only the stiffness.
3.3 Axial Preload Influence on Shear Performances
Finally, several tests were performed to investigate the preload influence on the pad lateral stiffness. Force-Displacements cycles (Fig. 11) were detected for a forcing frequency of 2 Hz for two assembly preload values (200 N, 700 N) and for two different values of the coil current intensity (0 and 6.0 A). The graph shows a stiffness increase in both cases; in particular, the percentage increase is greater in the case of lower preload (+82%) while it is lower in the case of higher preload (40%).

Sample tests for: forcing frequency, 2 Hz, max horizontal force, 200 N: (a) axial preload 200 N; shear stiffness: 330 N/mm @ 0A; 600 N/mm @ 6A; (b) axial preload 700 N: 500 N/mm @ 0A; 700 N/mm @ 6A
4 Conclusions
The experimental tests conducted on a MRE sample, realized with silicon elastomeric matrix and carbonyl iron particles, have shown an evident stiffening due to an applied magnetic field; the stiffening may be adjusted through the intensity current circulating in a coil. This peculiarity can be used in the isolation vibration field since it is possible to control the shear stiffness, within lower limits, the damping and in some cases the axial deformation. This last possibility may be useful to avoid axial loading reduction and the corresponding slippage possibility in case of unbonded pads.
References
Sapouna, K., Xiong, Y.P., Shenoi, R.A.: Dynamic mechanical properties of isotropic/anisotropic silicon magnetorheological elastomer composites. Smart Mater. Structur. 26(11), 115010 (2017)
Yancheng, L., Jianchun, L., Weihua, L., Haiping, D.: A state-of-the art review on magnetorheological elastomer devices. Smart Mater. Struct. 23(12), 123001 (2014)
Di Massa, G., Pagano, S., Strano, S.: Cabinet and shelter vibration isolation: numerical and experimental investigation. Eng. Lett. 22(4), 149–157 (2014)
Brancati, R., Di Massa, G., Pagano, S., Strano, S.: A seismic isolation system for lightweight structures based on MRE devices. In: Proceedings of the World Congress on Engineering 2015 (WCE 2015), London, July 1–3 2015
Brancati, R., Di Massa, G., Pagano, S.: Experimental investigation on MRE semi-active isolators for lightweight structures. In: AIMETA XXIII Conference - Salerno, 4–7 September 2017
di Bernardo, M., Montanaro, U., Santini, S.: Hybrid model reference adaptive control of piecewise affine systems. IEEE Trans. Autom. Control, 58(2), 304–316 (2013)
Amodeo, M., Di Vaio, M., Petrillo, A., Salvi, A., Santini, S.: Optimization of fuel consumption and battery life cycle in a fleet of connected hybrid electric vehicles via distributed nonlinear model predictive control. In: European Control Conference (ECC), IEEE (2018)
Ubaidillah, U., Sutrisno, J., Purwanto, A., Mazlan, S.A.: Recent progress on magnetorheological solids: materials, fabrication, testing and applications. Adv. Eng. Mater. 17(4), 563–597 (2015)
Wu, J., Gong, X., Chen, L., Xia, H., Hu, Z.: Preparation and characterization of isotropic polyurethane magnetorheological elastomer through in situ polymerization. J. Appl. Polym. Sci. 114, 901–910 (2009)
Yang, C.Y., Fu, J., Yu, M., Zheng, X., Ju, B.X.: A new magnetorheological elastomer isolator in shear–compression mixed mode. J. Intell. Mater. Syst. Struct. 26(10), 1290–1300 (2015)
Brancati, R., Di Massa, G., Pagano, S.: A vibration isolator based on magneto-rheological elastomer. In: Advances in Italian Mechanism Science. Proceedings of the First International Conference of IFToMM Italy (IFIT2016) Vicenza (Italy), 1–2 December 2016, pp. 483–490. Springer, Cham (2017)
Acknowledgment
This research was funded by University of Naples Federico II under the project D.R.N. 408. The authors are grateful to Giuseppe Iovino, and Gennaro Stingo for their collaboration during the setup construction and the execution of laboratory tests.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Brancati, R., Di Massa, G., Di Vaio, M., Pagano, S., Santini, S. (2019). Experimental Investigation on Magneto-Rheological Elastomers. In: Carbone, G., Gasparetto, A. (eds) Advances in Italian Mechanism Science. IFToMM ITALY 2018. Mechanisms and Machine Science, vol 68. Springer, Cham. https://doi.org/10.1007/978-3-030-03320-0_48
Download citation
DOI: https://doi.org/10.1007/978-3-030-03320-0_48
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-03319-4
Online ISBN: 978-3-030-03320-0
eBook Packages: EngineeringEngineering (R0)