
Abstract
Spray-drying is an old technology that is used in the cutting edge of science. From a drying technique used in the front lines of the Second World War to the most promising encapsulation techniques in drug delivery systems.
The most beneficiaries of this technique are usually the food and the pharmaceutical industry as the stability of active molecules is a key factor to the success of their application into the final formulations. Spray-drying provides a range of processes that can be optimized according to the final objective such as the operating conditions, the use of carrier agents, the drying gases, all of them having a direct impact in the final powders/particles.
This technology has changed over the years, it now takes advantage of mathematical modelling to optimize spray-drying of compounds. Countless extracts, molecules, drugs, and other compounds have been spray-dried over the last few decades, making the spray-drying technique one of the cornerstones of many industries.
In this chapter, the history, technical aspects, examples, and general usage are addressed, focusing on the food and pharmaceutical industries. Trends and challenges of this technology are also focused.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Key words
1 Introduction
1.1 Spray-Drying: What and Why?
Spray-drying is the transformation of a feed (that is pumpable) from a fluid state to a dried one by spraying the particles through a hot drying medium [1]. This technology’s inception dates back to the 1870s, having been invented by Samuel Percy who filed a patent to the U.S. Patent Office named “Improvement in Drying and Concentrating Liquid Substances by Atomizing” [2]. Although the technology did suffer some improvements, its use was limited until World War II started. The military used the technology to reduce the weight of the food being transported to the front lines and distant battles. The major use was in powdering milk for soldiers, due to it being a reasonably complete nutritious and inexpensive food but had the drawback of its weight when in liquid state [3]. Since this war, improvements to the technology increased, and it disseminated into many industries, namely for the production or transformation of foods, pharmaceuticals, soaps, fertilizers, clays, ceramics, polymers, and many other products [3].
1.2 Featured Advantages and Disadvantages
In recent years, the food industry has become the major user of this technology, transforming millions of tons of ingredients and foods. According to Technavio, in 2016, the spray-drying market was valued at 1.2 billion dollars, and expected to rise to 1.5 billion by 2021, with just the spray-drying of milk representing 420 million dollars of the total amount. Still, by 2020, this global market had already reached a size of 4.5 billion dollars and expected to rise to 6 billion by 2025 [4].
Spray-drying represents considerable advantages when compared to other transformative technologies, namely the fact that it can be fully automized and work in a continuous manner with very low human intervention, reducing contamination of sensible products like food or pharmaceuticals.
This technology also has short residence times and is suitable for both heat-sensitive and heat-resistant foods and other products, with a wide variety of applications, provided they are pumpable. It allows a tailored approach and specific conditions for each of the products it is used with, accommodating the specific needs of a products. It can be used as an encapsulation technique, resulting in a homogenous product, resistant to thermal degradation and allowing a controlled release, being especially important for the pharma industry, and to encapsulate bioactive substances for foods [3, 5]. The disadvantages of this technology should not be overlooked, and one of the most significant is the price of a spray-drier, both for laboratorial and industrial use. Although the investment is quite high, a spray-drier, over time, will probably offset, but the initial investment might not be accessible to all. Furthermore, there are also considerable maintenance issues that increase the overall costs of the equipment. Another important drawback is the yield of particles, which can be as low as 20%, and tends to be lower in smaller, laboratorial sized spray-driers due to the particles remaining stuck to the walls of the drying chamber. In some cases, small particles, under 2 μm, can usually pass into the exhaust air and be removed. Another disadvantage, found especially for microencapsulation, is limited types of wall materials, and these must have a good solubility in water to be used [5, 6].
2 Spray-Drying Operating Processes
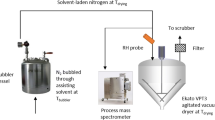
There are four primary steps, namely the atomization, followed by the droplet-to-particle stage, the moisture evaporation, and finally the particle collection (Fig. 1). The atomization stage is one of the most important, in which the liquid is atomized or divided into small droplets and become ready to undergo the next steps. In terms of atomization, there are several different atomizers that are adjusted to different products. Rotary atomizers, for instance, are used with low viscosity fluids and rely on centrifugal energy by discharging the fluids at a high velocity (200 m/s) from the edge of a wheel or disc. Two-fluid nozzle atomizers use kinetic energy and feature the impact of the droplets at high velocity with gaseous flows, allowing the production of particles with a relatively greater size. Hydraulic atomizers discharge the fluid under pressure through an orifice of variable sizes and can reach pressures of 250–10,000 PSI but produce less homogenous and coarser particles. The ultrasonic atomizers force the liquid through two piezoelectric disks that vibrate at high frequencies and ensure the vibration of the atoms of the droplets, reducing the surface tension. This type of atomization is intended for low-viscosity Newtonian fluids. Finally, the electrohydrodynamic atomizers pass an electric current through the fluid enabling the production of droplets of narrow particle sizes.

Stages of the spray-drying procedure and different variations of the technology
In terms of the particle collection, there are three types of collectors, namely the cyclone separators that use a centrifugal force to separate the solid particles from the carrier gas, bag filters that separate the particles by retaining them inside the bag and allowing the carrier gas through the bag material, and the electrostatic precipitators that retain the particles by using electrostatic forces to ionize the air and make the particles cling to collecting plates [1, 7].
3 Stabilization of Bioactive Molecules
Stability is a factor of great importance when it comes to the exploration of natural products [8]. Natural products have poor stability when compared to products obtained synthetically, namely by chemical synthesis. In order to enable their use by different industries, new approaches are constantly being researched to overcome these problems and make this possibility real [9]. There are several factors that affect the stability of molecules of natural origin, such as light, temperature, pH, the presence of oxygen, among others. This occours due to the recover the molecules it is necessary to remove them from their surroundings, leaving them unprotected and susceptible to various factors that can somehow affect their molecular structure and destabilize it, causing them to lose or modify properties of interest [10]. After the extraction process, the simple fact of removing the extractor solvent is in itself a process of stabilization, since a greater physical and chemical stability is achieved in the solid state [11]. Due to this there are several process to remove solvents, namely freeze drying, convective hot air drying, spray drying [12], among others, all with different costs, efficiencies, and sustainability.
In recent years, the pharmaceutical and food industries have expressed a preference for the spray-drying technique, as this is a methodology that, despite effectively removing the extractor solvent, is still capable of encapsulating the molecules of interest [13] and thus increase their stability in a fast and relatively cheap process.
During the spray-drying/encapsulation process, stability is achieved due by creation of a protective barrier against various factors that interfere with molecular stability. This is done in a fast process, where the small particles are formed while the solvent is extracted. For instance, dehydrated fruits, with a high content of organic acids and low molecular weight sugars, during the storage period tend to present a rubbery structure. To overcome this problem, some compounds can be added during the spray-drying process, known as carriers [14]. This example outlines the versatility of the technology to adapt to various situations and different solvents and carriers, which is one of the strongest advantages. With spray drying-carriers, it is possible to increase stability and, depending on the proportion in which it is added, achieve the encapsulation, where the carrier becomes the actual wall material.
Some examples of carriers are high molecular weight biopolymers such as maltodextrins, modified starch or gums, or steric function biopolymers, such as fibers, proteins, or some inorganic compounds. The spray-drying process can be applied to a huge range of products for the food, pharmaceutical, and other industries [15,16,17,18,19,20,21,22]. Considering the food industry, spray-drying has been used in dairy products, essential oils, aromas, coloring compounds, phenolic compounds, probiotics, and others [23,24,25,26,27,28].
From Table 1, it is possible to see that the spray-drying technique is a highly inclusive technique regarding the type of samples that can be processed. It is possible to perform drying or encapsulation by spray-drying on natural compounds, bioactive molecules, color-holding molecules, probiotics, essential oils, molecules with pharmacological activity, among others [23,24,25, 28, 34]. Carrier molecules can be luteolin, maltodextrins, gum arabic, modified starches, and simple sugars such as trehalose and inulin [15, 29]. Oils are also an example of carrier agents [19, 22, 25, 31, 36, 37, 44, 53, 59, 64, 68, 78]. In the case of oils, the technique of spray-drying is of great importance, because, considering their composition, they are very susceptible to oxidative decomposition and have a volatile portion that besides having interesting biological activities can be protected. Encapsulation in the case of oils helps to provide a barrier against deterioration processes, increase stability, and suppress unpleasant aromas. The spray-drying technique is capable of much more than protecting molecules against deterioration processes and camouflaging unwanted aromas/flavors.
The added value of this technique is to increase the stability of the molecules of interest, and thus, enable different industries to resort to new alternatives to incorporate in their products. It allows to make products more natural and to develop new products for the food industry, since it offers a whole new panoply of substances, for example with regard to molecules to be explored as colorants of natural origin [14, 15, 34, 39, 45, 61, 66, 80], probiotics, and bioactives [12, 23, 24, 49, 54, 57].
In the pharmaceutical industry, this technique is used to increase molecular stability, producing small-sized particles, which are easier to transport and thus allow the use and approach of new therapies. With spray-drying, it is possible to encapsulate active ingredients that have some difficulty in expressing their beneficial effect, such as solubility problems. The pharmaceutical industry takes advantage of all the possibilities that the spray-drying technique offers, such as encapsulating the active ingredients, increasing its stability, and altering its bioavailability in the organism. Through this technique, it is possible to obtain particles with a gradual and controlled release of the active principle. This is of great importance as it allows a gradual dosing of the same and that it remains constant during therapy [63, 75, 78].
Mainly due to these characteristics, the spray-drying technique is progressively a viable resource for different industries, which is constantly being improved, by varying the molecules, the carriers, and the operating conditions, allowing to explore a whole new range of molecules and products. This technique allows to explore and develop the industries, more precisely the food and pharmaceutical industry.
3.1 Spray-Drying Operational Conditions
The spray-drying operating conditions must be chosen considering the chemical features of the material that will be spray-dried. The use of the spray-drying is increasing due to its ability to protect molecules from deterioration and volatile losses, allowing the protection of the target compounds from adverse factors such as light, moisture, oxygen, among others [81].
Furthermore, this technology also allows the encapsulation of bioactive compounds, leading to the increase in their solubility, their affinity with the destination matrix, or to allow a controlled release [81]. Bearing this in mind, the deep knowledge regarding the chemical features of the material to be spray-dried, as well as the final desirable particles, are crucial to establish the most efficient operating conditions. The secret to a successful spray-drying operation is the choice of the operating conditions, namely inlet/outlet temperature, drying air flow rate, feed flow rate, speed of the atomizer, carrier agent, and respective concentration [82, 83].
3.1.1 Temperature
One of the most important parameters to be considered is the temperature. This technology needs high temperatures that can cause thermal degradation of the target molecules. In fact, the material to spray-dry has a very short contact with high temperatures, namely the inlet temperature that is commonly in the range of 150–220 °C and the outlet temperature between 50 and 80 °C. In general, there are several factors directly affected by the inlet temperature such as the final size of the produced particles which is directly related with the inlet temperature; high temperatures lead to faster solvent evaporation, causing the faster production of spheres without the ideal shrinkage, thus producing larger particles [84].
Also, the solubility of the final powders is affected by the inlet temperature. Daza et al. [84] described that an increase in the inlet temperature from 120 to 160 °C improved the solubility of samples. For instance, the outlet temperature is a crucial parameter and must be controlled to assure that this temperature is lower than the thermal degradation temperature of the constituents, to avoid the powder degradation by high temperatures [85, 86].
Several studies suggest that the outlet temperature is the most relevant to control the droplet drying temperature or droplet drying speed. The outlet temperature is directly related and increases with the increase of the inlet temperature and drying flow rate and decreases with the decrease in the feed flow rate and atomizing air flow rate [87]. High outlet temperatures cause the reduction in moisture contents, increasing the process yields, while low outlet temperatures improve the sphericity of particles, causing higher retention of some compounds such as anthocyanins, thus being a key factor on the physicochemical properties of the final powders [87]. Nevertheless, this temperature cannot be too low, as it can lead to water accumulation in the final product, resulting in a significant decrease in the product stability and shelf life.
The direct contact of the material with inlet temperature causes significant heat and mass transfer during the droplet process and affects the particle formation caused by the high rate of solvent evaporation. Singh et al. [85] analyzed these effects and described that this leads to a pressure gradient inside, but also outside the droplet, causing morphologic alterations in the final powder, namely surface roughness.
Thus, a thermal equilibrium must be found in order to maintain the particles stability during the process, without compromising the final stability.
3.1.2 Carrier Agents
Carrier agents are very important to overcome some drawbacks of spray-drying. For instance, samples with high concentrations in sugars mostly cannot be spray-dried without a carrier agent, due to their stickiness, leading to serious drying problems and consequent low yields [86]. The use of carrier agents decreases the stickiness of samples and their hygroscopicity allowing the obtention of dried powders.
Arabic gum, maltodextrins, starches, pectin, alginates, and combinations of these agents are the most used carriers [88], used for their high solubility, low viscosity, high molecular weight, capacity to decrease stickiness, and protect the material from external factors such as heat, oxygen, humidity, pH, among others [86].
Regarding the concentrations of carrier agents and analyzing the results from the literature (Table 1), significant different amounts of carrier agents are applied even for the same samples; thus the concentration of the carrier agents must be applied accordingly to each different sample.
3.1.3 Feed Concentration and Rate
The feed flow rate corresponds to the atomizer speed. Specifically, it relies on the concentration of the feed solutions; higher concentrations have high solid contents and lead to the presence of less solvent in the droplets, causing short evaporation times and the formation of agglomerates constituted of porous final particles with low density [89].
Another important factor is the feed rate that basically corresponds to the speed of the atomizer system. If the feed rate is high, the systems will need more energy to evaporate the solvent from the droplets, and it does not allow an ideal interaction between the feed droplets and the hot air, producing wet particles that stick on the wall of the drying chamber and leading to a less effective heat and mass transfer, corresponding to high moisture contents in the final particles, and low processed yields [87, 90].
According to the available literature, high feed rates lead to lower yields in the spray-drying process, and they increase the particle size and bulk density [91]. Nevertheless, there are also some exceptions such is the case of the same authors [91] thar described that the spray-drying process of orange juice with high feed rates lead to less moisture in the final particles and less bulk density.
3.1.4 Atomization Parameters and Drying Gases
Probably the most important parameter of the spray-drying process is the atomization step; it is crucial to the final particles size, density, velocity, among other important characteristics of the final powders. The main objective of the atomizer is the maximization of the surface volume of liquid area of the feed solution for an efficient drying step. Therefore, choosing the ideal atomizer system is crucial to the final particles and to their physicochemical parameters, since their properties are directly related with the atomizer design and performance features [92].
Concerning the atomizer conditions, the pressure is also an important parameter and also influences the final product features. According to the available literature, higher pressures in the range of 1–2.5 bar create smaller particles and larger surface areas, increase the total solid percentage and bulk density, in turn increasing the drying process efficiency [86, 93]. In another study, Tee et al. [92] reported that increasing the atomizer pressure from 80 to 100% produced smaller particles and decreased the moisture content, while also increasing the process yield and hygroscopicity.
Nevertheless, the use of excessive pressures also leads to an enormous energy consumption without bringing additional benefits regarding the particle size and yields of the process.
Particular attention must be given to the atomizer choice; the most commonly used are the rotary atomizer, pneumatic, ultrasonic, and hydraulic nozzles. When comparing the efficiency of these different atomizers, the literature describes that rotary atomizers create larger particles when comparing with nozzle atomization, and two-fluid nozzle atomizer usually produces the smaller particles [86].
The speed of the atomization is another parameter that directly influences the final product characteristics. For instance, higher atomization speeds (10,000 to 25,000 rpm) usually lead to a decrease in the moisture contents and a reduction in the final size. As the increase in the atomization speed results in the increase in the flow rate, creating tiny particles, resulting in a higher area of contact that allows for a faster drying procedure, and an increase in the yields [86,87,88,89,90,91,92,93,94].
Different gases are commonly used in the spray-drying process, being compressed air, CO2, and N2 the most common ones. These gases and their properties also represent key factors to the success of the spray-drying products. For instance, the use of low-density gases such as nitrogen, an inert gas, which is commonly used in solutions with high concentrations of organic solvents and in solutions with easily oxidable compounds, produces smaller particles with different surface morphologies [85]. On the other hand, CO2 that presents higher density properties produces larger particles. Several authors reported the effect of the atomization gas type and concluded that the crystallinity of the final particles is directly influenced by the type of gas, describing that N2 allows the production of higher crystallin particles than CO2 and compressed air [95]. On the other hand, the atomization with CO2 means higher temperature and mass transfer during the process, obtaining higher efficiency in the drying process, resulting in 20% faster drying, which offers 4% energy savings on the heat input according to Kudra and Poirier [96].
As stated above, all the spray-drying parameters are strongly related with the final particle’s characteristics, namely in terms of particle distribution, moisture, yields, particle size, and morphology. According to the final applications, the operating conditions can be adjusted and optimized to target different morphologies, yields, particle sizes, and distribution.
Furthermore, these parameters can be optimized using mathematical models such as the response surface methodology that can predict the ideal operating conditions to the desirable target particle characteristics, a technology based on reduced experimental data that is already applied to the spray-drying processes, namely by the pharmaceutical industry to increase particle yields [86, 97].
4 Challenges, Trends, and Conclusions
Considering that published papers in 2003 with the keywords “spray-drying” were about 200 and had risen to over 1000 in 2017, it is clear that this technology has improved over time, and pondering the consistent growth until today, it is expected to continue into the next decade [98]. Although spray-drying technology is centuries old, it is still developing, and important developments have been introduced in the past years, with some important ones that are previewed for the near future. With globalization, the cost of the equipment has seen some important reduction in their price, allowing more businesses and research centers to use them, thus creating a bigger potential audience for improvements which in turn encourages more improvements and breakthroughs. Sosnik and Seremeta [5] stated that the trends in spray-drying would include the production of finer particles, narrowing of the size distributions, and the improvement of yields by reduction of product loss on the walls of the drying chambers. The improvements in polymer chemistry and nanotechnology are also important for the miniaturization of encapsulation techniques, allowing for the encapsulation of smaller and smaller products, which result in finer powders that are suitable for broader applications. Another improvement that is envisioned for the near future is the stability of the dried or encapsulated products over a longer period, as well as the improvement of nano-spray driers. Special emphasis is also considered in the food industry, due to the higher need for encapsulation of natural food additives. These natural compounds have seen increasing demand by consumers due to the concomitant increase of distrust of synthetic additives and the need of higher stabilization from the natural additives [86, 98, 99].
Overall, the contribution of spray-dryers to the food and pharmaceutical industries is undeniable. From a simple method of drying and encapsulating food during the end of the twentieth century to a technology that allows controlled release of ingredients and active compounds in drugs, spray-drying is an essential technology in the twenty-first century. With the previewed enhancements to the technique, longer shelf-lives are expected in foods, better efficacy in drugs, nano-spray driers, and an overall reduction in the cost of the equipment which will democratize its use, leading to a broader use.
References
Anandharamakrishnan C, Ishwarya P (2015) Spray drying techniques for food ingredient encapsulation. IFT Press, West Sussex
U.S. Patent US125406A. 1872. Improvement in drying and concentrating liquid substances by atomizing
McHugh T (2018) The significance of spray-drying. Institute of Food Technologists Magazine. https://www.ift.org/news-and-publications/food-technology-magazine/issues/2018/april/columns/processing-spray-drying-in-the-food-industry. Accessed 31 Dec 2020
GlobeNeswire. https://www.globenewswire.com/news-release/2020/11/04/2119880/0/en/The-global-spray-drying-equipment-market-size-is-estimated-at-USD-4-5-billion-in-2020-and-is-projected-to-grow-at-a-CAGR-of-5-7-to-reach-USD-6-0-billion-by-2025.html. Accesed 31 Dec 2020
Sosnik A, Seremeta KP (2015) Advantages and challenges of the spray-drying technology for the production of pure drug particles and drug-loaded polymeric carriers. Adv Coll Interf Sci 223:40–54
Gharsallaoui A, Roudaut G, Chambin O et al (2007) Applications of spray-drying in microencapsulation of food ingredients: an overview. Food Res Int 40:1107–1121
Santos D, Maurício AC, Sencadas V et al (2017) Spray drying: an overview. In: Biomaterials—physics and chemistry. Intechopen. https://doi.org/10.5772/intechopne.72247
Roriz CL, Heleno SA, Carocho M et al (2020) Betacyanins from Gomphrena globosa L. flowers: incorporation in cookies as natural colouring agents. Food Chem 329:127178
Martins N, Roriz CL, Morales P et al (2016) Food colorants: challenges, opportunities and current desires of agro-industries to ensure consumer expectations and regulatory practices. Trends Food Sci Technol 52:1–15
Gibbons S (2012) An introduction to natural products isolation. In: Sarker SD, Nahar L (eds) Natural products isolation. Springer Nature, pp 1–25
Teixeira CCC, de Freitas Cabral TP, Tacon LA et al (2017) Solid state stability of polyphenols from a plant extract after fluid bed atmospheric spray-freeze-drying. Powder Technol 319:494–504
Barbosa J, Borges S, Amorim M et al (2015) Comparison of spray drying, freeze drying and convective hot air drying for the production of a probiotic orange powder. J Funct Foods 17:340–351
Fang Z, Bhandari B (2010) Encapsulation of polyphenols—a review. Trends Food Sci Technol 21(10):510–523
González F, García-Martínez E, Camacho MM et al (2019) Stability of the physical properties, bioactive compounds and antioxidant capacity of spray-dried grapefruit powder. Food Biosci 28:74–82
Álvarez-Henao MV, Saavedra N, Medina S et al (2018) Microencapsulation of lutein by spray-drying: characterization and stability analyses to promote its use as a functional ingredient. Food Chem 256:181–187
Dadi DW, Emire SA, Hagos AD et al (2020) Physical and functional properties, digestibility, and storage stability of spray-and freeze-dried microencapsulated bioactive products from moringa stenopetala leaves extract. Indust Crops & Prod 156:112891
He H, Hong Y, Gu Z et al (2016) Improved stability and controlled release of CLA with spray-dried microcapsules of OSA-modified starch and xanthan gum. Carbohydr Polym 147:243–250
Hoyos-Leyva JD, Chavez-Salazar A, Castellanos-Galeano F et al (2018) Physical and chemical stability of L-ascorbic acid microencapsulated into taro starch spherical aggregates by spray drying. Food Hydrocoll 83:143–152
Salminen H, Ankenbrand J, Zeeb B et al (2019) Influence of spray drying on the stability of food-grade solid lipid nanoparticles. Food Res Int 119:741–750
Sarabandi K, Jafari SM (2020) Effect of chitosan coating on the properties of nanoliposomes loaded with flaxseed-peptide fractions: stability during spray-drying. Food Chem 310:125951
Sarabandi K, Jafari SM (2020) Improving the antioxidant stability of flaxseed peptide fractions during spray drying encapsulation by surfactants: physicochemical and morphological features. J Food Eng 286:110131
Sarkar A, Arfsten J, Golay P-A et al (2016) Microstructure and long-term stability of spray dried emulsions with ultra-high oil content. Food Hydrocoll 52:857–867
Arepally D, Reddy RS, Goswami TK (2020) Studies on survivability, storage stability of encapsulated spray dried probiotic powder. Curr Res Food Sci 3:235–242
Cortés-Rojas DF, Souza CRF, Oliveira WP (2016) Assessment of stability of a spray dried extract from the medicinal plant Bidens pilosa L. J King Saud University Eng Sci 28(2):141–146
Martinez ML, Curti MI, Roccia P et al (2015) Oxidative stability of walnut (Juglans regia L.) and chia (Salvia hispanica L.) oils microencapsulated by spray drying. Powder Technol 270:271–277
Neves MIL, Desobry-Banon S, Perrone IT et al (2019) Encapsulation of curcumin in milk powders by spray-drying: Physicochemistry, rehydration properties, and stability during storage. Powder Technol 345:601–607
Pellicer JA, Fortea MI, Trabal J et al (2019) Stability of microencapsulated strawberry flavour by spray drying, freeze drying and fluid bed. Powder Technol 347:179–185
Vincenzetti S, Cecchi T, Perinelli DR et al (2018) Effects of freeze-drying and spray-drying on donkey milk volatile compounds and whey proteins stability. LWT 88:189–195
Ding Z, Tao T, Yin X et al (2020) Improved encapsulation efficiency and storage stability of spray dried microencapsulated lutein with carbohydrates combinations as encapsulating material. LWT 124:109139
Alcântara MA, de Lima AEA, Braga ALM et al (2019) Influence of the emulsion homogenization method on the stability of chia oil microencapsulated by spray drying. Powder Technol 354:877–885
Başyiğit B, Sağlam H, Kandemir Ş et al (2020) Microencapsulation of sour cherry oil by spray drying: evaluation of physical morphology, thermal properties, storage stability, and antimicrobial activity. Powder Technol 364:654–663
Zhang X, Rao Q, Qiu Z et al (2021) Using acetone/water binary solvent to enhance the stability and bioavailability of spray dried enzalutamide/HPMC-AS solid dispersions. J Pharm Sci 110(3):1160–1171
Altin G, Gültekin-Özgüven M, Ozcelik B (2018) Chitosan coated liposome dispersions loaded with cacao hull waste extract: effect of spray drying on physico-chemical stability and in vitro bioaccessibility. J Food Eng 223:91–98
do Carmo EL, RAR T, PHC F et al (2018) Stability of spray-dried beetroot extract using oligosaccharides and whey proteins. Food Chem 249:51–59
Emami F, Vatanara A, Najafabadi AR et al (2018) Effect of amino acids on the stability of spray freeze-dried immunoglobulin G in sugar-based matrices. Eur J Pharm Sci 119:39–48
El-Messery TM, Altuntas U, Altin G et al (2020) The effect of spray-drying and freeze-drying on encapsulation efficiency, in vitro bioaccessibility and oxidative stability of krill oil nanoemulsion system. Food Hydrocoll 106:105890
Encina C, Márquez-Ruiz G, Holgado F et al (2018) Effect of spray-drying with organic solvents on the encapsulation, release and stability of fish oil. Food Chem 263:283–291
Etzbach L, Meinert M, Faber T et al (2020) Effects of carrier agents on powder properties, stability of carotenoids, and encapsulation efficiency of goldenberry (Physalis peruviana L.) powder produced by co-current spray drying. Curr Res Food Sci 3:73–81
Nogueira GF, Fakhouri FM, de Oliveira RA (2019) Incorporation of spray dried and freeze dried blackberry particles in edible films: morphology, stability to pH, sterilization and biodegradation. Food Packag Shelf Life 20:100313
Grasmeijer N, Tiraboschi V, Woerdenbag HJ et al (2019) Identifying critical process steps to protein stability during spray drying using a vibrating mesh or a two-fluid nozzle. Eur J Pharm Sci 128:152–157
Herbrink M, Vromans H, Schellens J et al (2018) Thermal stability study of crystalline and novel spray-dried amorphous nilotinib hydrochloride. J Pharm Biomed Anal 148:182–188
Hundre SY, Karthik P, Anandharamakrishnan C (2015) Effect of whey protein isolate and β-cyclodextrin wall systems on stability of microencapsulated vanillin by spray–freeze drying method. Food Chem 174:16–24
Ji S, Thulstrup PW, Mu H et al (2016) Effect of ethanol as a co-solvent on the aerosol performance and stability of spray-dried lysozyme. Int J Pharm 513(1–2):175–182
Lee WJ, Tan CP, Sulaiman R et al (2020) Storage stability and degradation kinetics of bioactive compounds in red palm oil microcapsules produced with solution-enhanced dispersion by supercritical carbon dioxide: A comparison with the spray-drying method. Food Chem 304:125427
Kaimainen M, Laaksonen O, Järvenpää E et al (2015) Consumer acceptance and stability of spray dried betanin in model juices. Food Chem 187:398–406
Korma SA, Wei W, Ali AH et al (2019) Spray-dried novel structured lipids enriched with medium-and long-chain triacylglycerols encapsulated with different wall materials: characterization and stability. Food Res Int 116:538–547
Leung SSY, Parumasivam T, Nguyen A et al (2018) Effect of storage temperature on the stability of spray dried bacteriophage powders. Eur J Pharm Biopharm 127:213–222
Li K, Woo MW, Patel H et al (2017) Enhancing the stability of protein-polysaccharides emulsions via Maillard reaction for better oil encapsulation in spray-dried powders by pH adjustment. Food Hydrocoll 69:121–131
Liao L-K, Wei X-Y, Gong X et al (2017) Microencapsulation of Lactobacillus casei LK-1 by spray drying related to its stability and in vitro digestion. LWT 82:82–89
Massant J, Fleurime S, Batens M et al (2020) Formulating monoclonal antibodies as powders for reconstitution at high concentration using spray-drying: trehalose/amino acid combinations as reconstitution time reducing and stability improving formulations. Eur J Pharm Biopharm 156:131–142
Masum AKM, Chandrapala J, Adhikari B et al (2019) Effect of lactose-to-maltodextrin ratio on emulsion stability and physicochemical properties of spray-dried infant milk formula powders. J Food Eng 254:34–41
Miranda-Linares V, Quintanar-Guerrero D, Del Real A et al (2020) Spray-drying method for the encapsulation of a functionalized ingredient in alginate-pectin nano-and microparticles loaded with distinct natural actives: stability and antioxidant effect. Food Hydrocoll 101:105560
Moeller H, Martin D, Schrader K et al (2018) Spray-or freeze-drying of casein micelles loaded with Vitamin D2: Studies on storage stability and in vitro digestibility. LWT 97:87–93
Moreno T, Cocero MJ, Rodríguez-Rojo S (2018) Storage stability and simulated gastrointestinal release of spray dried grape marc phenolics. Food Bioprod Proc 112:96–107
Ahmed MM, Fatima F, Kalam MA et al (2020) Development of spray-dried amorphous solid dispersions of tadalafil using glycyrrhizin for enhanced dissolution and aphrodisiac activity in male rats. Saudi Pharm J 28:1817–1826
Ostroschi LC, de Souza VB, Echalar-Barrientos MA et al (2018) Production of spray-dried proanthocyanidin-rich cinnamon (Cinnamomum zeylanicum) extract as a potential functional ingredient: improvement of stability, sensory aspects and technological properties. Food Hydrocoll 79:343–351
Parlindungan E, Dekiwadia C, May BK et al (2019) Nutrient stress as a means to enhance the storage stability of spray dried microencapsulated Lactobacillus plantarum B21. LWT 111:204–210
Pascual-Pineda LA, Rascón MP, Quintanilla-Carvajal MX et al (2019) Effect of porous structure and spreading pressure on the storage stability of red onion microcapsules produced by spray freezing into liquid cryogenic and spray drying. J Food Eng 245:65–72
Premi M, Sharma HK (2017) Effect of different combinations of maltodextrin, gum arabic and whey protein concentrate on the encapsulation behavior and oxidative stability of spray dried drumstick (Moringa oleifera) oil. Int J Biol Macromol 105:1232–1240
Ramakrishnan Y, Adzahan NM, Yusof YA et al (2018) Effect of wall materials on the spray drying efficiency, powder properties and stability of bioactive compounds in tamarillo juice microencapsulation. Powder Technol 328:406–414
da Rosa JR, Nunes GL, Motta MH et al (2019) Microencapsulation of anthocyanin compounds extracted from blueberry (Vaccinium spp.) by spray drying: characterization, stability and simulated gastrointestinal conditions. Food Hydrocoll 89:742–748
Romano N, Mobili P, Zuñiga-Hansen ME et al (2018) Physico-chemical and structural properties of crystalline inulin explain the stability of Lactobacillus plantarum during spray-drying and storage. Food Res Int 113:167–174
Shetty N, Park H, Zemlyanov D et al (2018) Influence of excipients on physical and aerosolization stability of spray dried high-dose powder formulations for inhalation. Int J Pharm 544(1):222–234
Shi M, Ying D, Hlaing MM et al (2020) Oxidative stability of spray dried matcha-tuna oil powders. Food Res Int 132:109050
Singh CKS, Lim H-P, Tey B-T et al (2021) Spray-dried alginate-coated pickering emulsion stabilized by chitosan for improved oxidative stability and in vitro release profile. Carbohydr Polym 251:117110
Souza ALR, Hidalgo-Chávez DW, Pontes SM et al (2018) Microencapsulation by spray drying of a lycopene-rich tomato concentrate: characterization and stability. LWT 91:286–292
Sultana A, Tanaka Y, Fushimi Y et al (2018) Stability and release behavior of encapsulated flavor from spray-dried Saccharomyces cerevisiae and maltodextrin powder. Food Res Int 106:809–816
Taktak W, Nasri R, Lopez-Rubio A et al (2019) Improved antioxidant activity and oxidative stability of spray dried European eel (Anguilla anguilla) oil microcapsules: effect of emulsification process and eel protein isolate concentration. Mat Sci Eng C 104:109867
Tian G, Li Y, Yuan Q et al (2015) The stability and degradation kinetics of sulforaphene in microcapsules based on several biopolymers via spray drying. Carbohydr Polym 122:5–10
Tippel J, Reim V, Rohn S et al (2016) Colour stability of lutein esters in liquid and spray dried delivery systems based on Quillaja saponins. Food Res Int 87:68–75
Tupuna DS, Paese K, Guterres SS et al (2018) Encapsulation efficiency and thermal stability of norbixin microencapsulated by spray-drying using different combinations of wall materials. Ind Crop Prod 111:846–855
Wang L, Hu X, Shen B et al (2015) Enhanced stability of liposomes against solidification stress during freeze-drying and spray-drying by coating with calcium alginate. J Drug Deliv Sci Technol 30:163–170
Wang S, Shi Y, Han L (2018) Development and evaluation of microencapsulated peony seed oil prepared by spray drying: oxidative stability and its release behavior during in vitro digestion. J Food Eng 231:1–9
Wang Y, Hao F, Lu W et al (2020) Enhanced thermal stability of lactic acid bacteria during spray drying by intracellular accumulation of calcium. J Food Eng 279:109975
Wu J, Wu L, Wan F et al (2019) Effect of thermal and shear stresses in the spray drying process on the stability of siRNA dry powders. Int J Pharm 566:32–39
Yingngam B, Tantiraksaroj K, Taweetao T et al (2018) Modeling and stability study of the anthocyanin-rich maoberry fruit extract in the fast-dissolving spray-dried microparticles. Powder Technol 325:261–270
Zanoni F, Primiterra M, Angeli N et al (2020) Microencapsulation by spray-drying of polyphenols extracted from red chicory and red cabbage: effects on stability and color properties. Food Chem 307:125535
Zhang S, Lei H, Gao X et al (2018) Fabrication of uniform enzyme-immobilized carbohydrate microparticles with high enzymatic activity and stability via spray drying and spray freeze drying. Powder Technol 330:40–49
Zhang J, Zhang C, Chen X et al (2020) Effect of spray drying on phenolic compounds of cranberry juice and their stability during storage. J Food Eng 269:109744
Zhang R, Zhou L, Li J et al (2020) Microencapsulation of anthocyanins extracted from grape skin by emulsification/internal gelation followed by spray/freeze-drying techniques: characterization, stability and bioaccessibility. LWT 123:109097
Su YL, Fu ZY, Zhang JY et al (2008) Microencapsulation of Radix salvia miltiorrhiza nanoparticles by spray-drying. Powder Technol 184:114–121
Murali S, Kar A, Mohapatra D (2015) Encapsulation of black carrot juice using spray and freeze drying. Food Sci Technol Int 21:604–612
Phisut N (2012) Spray drying technique of fruit juice powder: some factors influencing the properties of product. Int Food Res J 19:1297–1306
Daza LD, Fujita A, Favaro-Trindade CS et al (2016) Effect of spray drying conditions on the physical prop- erties of & Cagaita (Eugenia dysenterica) fruit extracts. Food Bioprod Proc 97:20–29
Singh A, van den Mooter G (2016) Spray drying formulation of amorphous solid dispersions. Adv Drug Deliv Rev 100:27–50
Shishir MRI, Chen W (2017) Trends of spray drying: a critical review on drying of fruit and vegetable juices. Trends Food Sci Technol 65:49–67
Ziaeea A, Ahmad B, Albadarina LP et al (2019) Spray drying of pharmaceuticals and biopharmaceuticals: critical parameters and experimental process optimization approaches. Eur J Pharm Sci 127:300–318
Igual M, Ramires S, Mosquera LH et al (2014) Optimization of spray drying conditions for lulo (Solanum quitoense L.) pulp. Powder Technol 256:233–238
Suhag Y, Nayik GA, Nanda V (2016) Effect of gum arabic concentration and inlet temperature during spray drying on physical and antioxidant properties of honey powder. J Food Meas Char 10:350–356
Tonon RV, Brabet C, Hubinger MD (2008) Influence of process conditions on the physicochemical properties of açai (Euterpe oleraceae Mart.) powder produced by spray drying. J Food Eng 88:411–418
Banat BF, Jumah R, Hammad S (2002) Effect of operating parameters on the spray drying of tomato paste. Eng Life Sci 2:403–407
Tee L, Luqman Chuah A, Pin K et al (2012) Optimization of spray drying process parameters of Piper betle L. (Sirih) leaves extract coated with maltodextrin. J Chem Pharm Res 4:1833–1841
Jumah RY, Tashtoush B, Shaker RR et al (2000) Manufacturing parameters and quality characteristics of spray-dried jameed. Dry Technol 18:967–984
Souza AS, Borges SV, Magalhães NF et al (2009) Influence of spray drying conditions on the physical properties of dried pulp tomato. Cienc Tecnol Aliment 29:291–294
Islam MIU, Langrish TAG (2010) An investigation into lactose crystallization under high temperature conditions during spray drying. Food Res Int 43:46–56
Kudra T, Poirier M (2007) Gaseous carbon dioxide as the heat and mass transfer medium in drying. Dry Technol 25:327–334
Krishnaiah D, Bono A, Sarbatly R et al (2012) Optimization of spray drying operating conditions of Morinda citrifolia L. fruit extract using response surface methodology. J King Saud University Eng Sci 27:26–36
Assadpour E, Jafari SM (2019) Advances in spray-drying encapsulation of food bioactive ingredients: from microcapsules to nanocapsules. Ann Rev Food Sci Technol 10:103–131
Encina C, Vergara C, Giménez B et al (2016) Conventional spray-drying and future trends for the microencapsulation of fish oil. Trends Food Sci Technol 56:46–60
Acknowledgments
The authors are grateful to the Foundation for Science and Technology (FCT, Portugal) for financial support by national funds FCT/MCTES to CIMO (UIDB/00690/2020); C.L. Roriz PhD’s grant (SFRH/BD/117995/2016), L. Barros also thanks the national funding by FCT through the institutional scientific employment program-contract for her contract, while M. Carocho and Sandrina A. Heleno thank FCT through the individual scientific employment program-contracts (CEECIND/00831/2018 and CEECIND/03040/2017, respectively). The authors are also grateful to the European Regional Development Fund (ERDF) through the Regional Operational Program North 2020, within the scope of project Mobilizador Norte-01-0247-FEDER-024479: ValorNatural® and POCI-01-0247-FEDER-046112: BIOMA; and the Bio Based Industries Joint Undertaking (JU) under grant agreement No 888003 UP4HEALTH. The JU receives support from the European Union’s Horizon 2020 research and innovation programme and the Bio Based Industries Consortium.
Conflict of Interest
The authors state no conflict of interest.
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Science+Business Media, LLC, part of Springer Nature
About this chapter

Cite this chapter
Roriz, C., Carocho, M., Heleno, S.A., Ferreira, I.C.F.R., Barros, L. (2021). Stabilization of Bioactive Molecules Through the Spray-Drying Technique: Current Applications and Challenges. In: Gomez-Zavaglia, A. (eds) Basic Protocols in Encapsulation of Food Ingredients. Methods and Protocols in Food Science . Humana, New York, NY. https://doi.org/10.1007/978-1-0716-1649-9_2
Download citation
DOI: https://doi.org/10.1007/978-1-0716-1649-9_2
Published:
Publisher Name: Humana, New York, NY
Print ISBN: 978-1-0716-1648-2
Online ISBN: 978-1-0716-1649-9
eBook Packages: Springer Protocols